三(sān)种铸造工艺方法分(fèn)析及其优缺点
发布时间(jiān): 2020-03-14 来(lái)源:洛阳(yáng)顺(shùn)祥机(jī)械有(yǒu)限公司 点(diǎn)击:1025
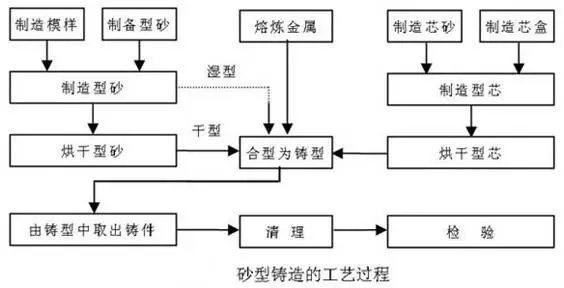
普(pǔ)通砂(shā)型铸造(zào)的基本原(yuán)材料是铸(zhù)造砂和(hé)型(xíng)砂粘结剂。常用的(de)铸造砂是硅质(zhì)砂,硅砂的(de)高温(wēn)性能不(bú)能满足使用要(yào)求时(shí)则使用锆英(yīng)砂(shā)、铬铁(tiě)矿砂、刚(gāng)玉砂(shā)等特(tè)种砂。应用广(guǎng)的型砂粘结剂是粘土,也(yě)可采用各种干性油(yóu)或半干(gàn)性油、水溶性硅酸盐(yán)或(huò)磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的(de)外(wài)砂型按型砂所(suǒ)用的粘结剂及其建立(lì)强(qiáng)度的方式(shì)不同分(fèn)为粘土(tǔ)湿(shī)砂型、粘土干砂型和化学硬化砂(shā)型3种。
砂型铸造用的是很流行和很简单类型的(de)铸件(jiàn)已(yǐ)延用几个世纪.砂型(xíng)铸造是用来制造(zào)大型部件,如灰铸铁,球(qiú)墨铸(zhù)铁,不锈钢和其它类型钢材等工序(xù)的砂型(xíng)铸造。其中主要步骤包括绘画,模(mó)具,制芯,造型(xíng),熔化及浇注,清洁等(děng)。
工艺参数的选择
1.加工余量
所谓加工余量,就(jiù)是铸件上需要切削加工的表面,应预先留(liú)出一定的加工余(yú)量,其大小取(qǔ)决于铸造合金的种类、造(zào)型方法、铸件大小及加(jiā)工面在(zài)铸型中(zhōng)的位置等诸多因素。2.起模(mó)斜度
为了使(shǐ)模样便于(yú)从铸型(xíng)中取出,垂(chuí)直于分型面的立壁上所加的斜度称(chēng)为起模(mó)斜度。3.铸(zhù)造圆角
为了防(fáng)止铸件(jiàn)在壁的连(lián)接(jiē)和拐角处产生应力(lì)和(hé)裂纹(wén),防止铸型的尖角(jiǎo)损坏和(hé)产生砂眼,在设计铸件(jiàn)时(shí),铸件壁的连(lián)接和拐角部(bù)分应设(shè)计成圆角。4.型(xíng)芯头
为(wéi)了(le)保证(zhèng)型芯在(zài)铸型(xíng)中的(de)定位、固定和(hé)排气,模样和型芯都要设计出型芯头(tóu)。5.收(shōu)缩(suō)余量
由于铸件在浇注后的冷(lěng)却收缩,制(zhì)作模样时要加(jiā)上这(zhè)部分收缩尺寸。
优(yōu)点:
1.粘土的(de)资源丰(fēng)富、价格便(biàn)宜。使用过的粘(zhān)土湿砂(shā)经适当(dāng)的砂处理后,绝大部分均可回收再用;2.制(zhì)造铸型(xíng)的周期短、工效高;3.混(hún)好的型(xíng)砂可使用的时间长;4.适应性很广。小件、大件(jiàn),简单(dān)件、复杂件,单件、大批量都可采用;缺(quē)点及局限性:1.因为每个砂质铸(zhù)型只能浇注一(yī)次,获得铸件后(hòu)铸型即损(sǔn)坏,必须(xū)重新造型,所以砂(shā)型铸(zhù)造的生产效率较(jiào)低;2.铸型的(de)刚度不(bú)高,铸件的尺寸精度较(jiào)差;3.铸件易于产(chǎn)生冲砂、夹砂、气孔等缺陷。

压铸工艺原(yuán)理是利(lì)用高压将金属(shǔ)液高速压(yā)入一精密金属模具(jù)型腔内,金(jīn)属液(yè)在压力作用下冷(lěng)却凝固而形成铸件。
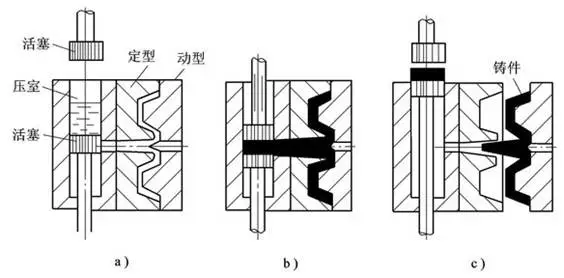
a)合(hé)型浇注(zhù) b) 压射 c) 开型(xíng)顶件
冷、热室压铸是压铸工艺的(de)两种基本方式。冷室(shì)压铸中金属液由手工或自动浇注(zhù)装置浇入压室内,然(rán)后(hòu)压射冲头前进,将金属液压入(rù)型腔(qiāng)。在热室压铸工(gōng)艺中,压室垂直于(yú)坩埚内,金属(shǔ)液通过(guò)压室上的进料(liào)口(kǒu)自动(dòng)流入压(yā)室。压射冲头向下运动,推动金属(shǔ)液通过鹅颈管进入(rù)型腔。金属液凝固(gù)后,压铸模具(jù)打开(kāi),取出铸件,完成一个压铸循环。

熔模铸造用蜡料做模样时,熔模铸造又称"失蜡铸造"。熔模(mó)铸造(zào)通常是指(zhǐ)在易熔材料制成模样,在模样表面包(bāo)覆若干层耐火材料(liào)制成型壳,再将模样熔化排出型壳,从而获(huò)得(dé)无(wú)分型面的铸型(xíng),经高温焙烧后即可填砂浇注的(de)铸造方案(àn)。由(yóu)于模样(yàng)广(guǎng)泛采用蜡质(zhì)材料来(lái)制造(zào),故常将熔模铸造称为“失蜡铸造”。
可用熔模(mó)铸造法生产的(de)合金种类有碳素钢、合金钢、耐热合金、不锈钢、精密合金(jīn)、永磁合金(jīn)、轴承合金、铜合(hé)金、铝合金、钛合(hé)金和球墨铸铁等。
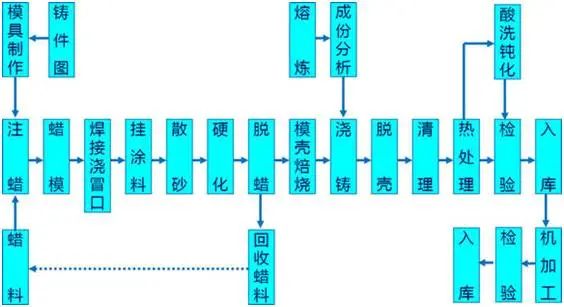
熔模铸(zhù)造(zào)工艺过(guò)程
优点:
1.尺(chǐ)寸精(jīng)度较高。一(yī)般可达CT4-6(砂型(xíng)铸造为CT10~13,压铸(zhù)为CT5~7);
2.可以提高金属(shǔ)材料的(de)利用率。熔模铸造能显著减少产品的成形表面和配合表面的加工量,节省加工台时和刃具材料的消耗;
3.能极(jí)大限度地(dì)提高毛坯(pī)与零件之间的相(xiàng)似程度,为零件的结构设计带来很大方便。铸造(zào)形状复杂的(de)铸件熔模铸造能铸出形状(zhuàng)十分复杂的铸件,也能铸造壁厚为(wéi)0.5mm、重量小至1g的铸件,还可以铸造组合的、整体的铸(zhù)件;
4.不受合金(jīn)材料(liào)的制约。熔模铸造法可以铸(zhù)造碳钢、合金钢、球墨铸铁(tiě)、铜合金和铝合金铸件,还可以铸(zhù)造高温合金、镁合金、钛合金以(yǐ)及(jí)贵(guì)金属等材(cái)料的铸件。对(duì)于(yú)难以锻(duàn)造、焊接(jiē)和切削加工的合金材料,特别适宜于用精铸方法铸造(zào);
5.生产灵活性高、适应(yīng)性(xìng)强熔模铸(zhù)造(zào)既适用于大批量生产,也适用小批量生产甚至单件生产。
缺点(diǎn)及局限性:
铸件尺寸(cùn)不能太(tài)大工(gōng)艺过程复杂铸件冷(lěng)却速(sù)度慢。熔模铸造在所(suǒ)有毛坯成形方法中(zhōng),工艺很复杂,铸件(jiàn)成本也很高(gāo),但是如果产品选择得当,零件设计合理,高(gāo)昂的铸造成本由于减少切削加(jiā)工、装配(pèi)和节约(yuē)金属(shǔ)材料(liào)等方面而得到补(bǔ)偿(cháng),则熔(róng)模铸造具有良好的经济性。
- 上一(yī)篇:铸造模具五大缺陷及其解(jiě)决方(fāng)案